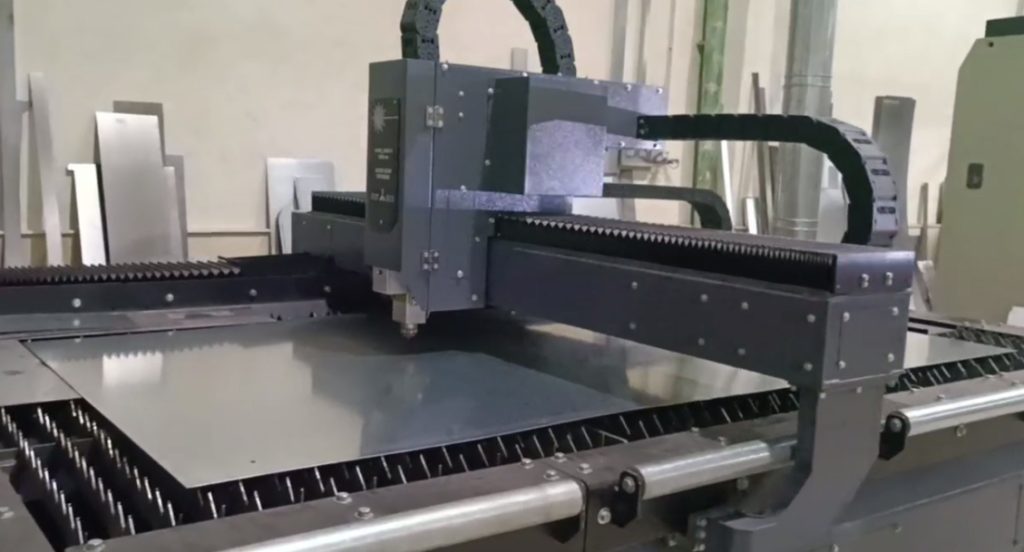
با پیشرفت فناوریهای صنعتی، روشهای تولید و فرآوری فلزات نیز به شکل چشمگیری دچار تحول شدهاند. یکی از مهمترین این پیشرفتها، استفاده از دستگاههای برش لیزری است. در تولید تابلوهای برق فلزی که به دقت بالا و سرعت تولید نیاز دارند، دستگاههای هوا برش لیزری (Laser Cutting Machines with Air Assist) بهعنوان یک ابزار قدرتمند و دقیق نقش کلیدی ایفا میکنند. این دستگاهها با بهرهگیری از لیزر پرقدرت و گاز کمکی هوا، امکان برش سریع، تمیز و دقیق ورقهای فلزی را فراهم میکنند.
تاریخچهای از برش لیزری
برش لیزری برای اولین بار در دهه ۱۹۶۰ توسعه یافت، اما کاربرد صنعتی آن در دهه ۱۹۸۰ با ورود لیزرهای CO₂ و سپس لیزرهای فایبر توسعه پیدا کرد. با پیشرفت تکنولوژی، استفاده از گاز کمکی برای بهبود کیفیت برش رایج شد. امروزه، ترکیب لیزر فایبر با گاز کمکی هوا، روشی مقرونبهصرفه و پرکاربرد برای برش فلزات نازک در صنایع مختلف، بهویژه صنعت برق و تابلوهای برق، به شمار میرود.
اصول عملکرد دستگاه هوا برش لیزری
برش لیزری با تمرکز پرتو نور لیزر بر روی سطح فلز و حرارت دادن تا نقطه ذوب یا تبخیر انجام میشود. گاز کمکی (در اینجا هوا فشرده) با فشار بالا بهصورت همزمان به ناحیه برش هدایت میشود و وظایف زیر را بر عهده دارد:
– خنککردن ناحیه برش و نازل لیزر
– افزایش فشار برای خارجکردن مواد مذاب از محل برش
– کاهش اکسیداسیون لبههای برش
– افزایش دقت و کیفیت نهایی برش
در برش لیزری با هوای فشرده، بهجای استفاده از گازهای گرانقیمتی مانند نیتروژن یا اکسیژن، از هوای خشک و تمیز استفاده میشود که در هزینه نهایی تأثیر چشمگیری دارد.
اجزای اصلی دستگاه برش لیزری با هوا
یک دستگاه برش لیزری صنعتی شامل اجزای متعددی است که هر کدام نقش کلیدی در عملکرد صحیح و دقیق دستگاه ایفا میکنند:
– منبع لیزر (Laser Source): معمولاً از نوع فایبر لیزر (Fiber Laser) است که توان آن بسته به نیاز بین ۵۰۰ تا ۳۰۰۰ وات متغیر است.
– هد برش (Cutting Head): وظیفه تمرکز پرتو لیزر بر سطح فلز و هدایت هوای فشرده به ناحیه برش را بر عهده دارد.
– کمپرسور هوا و سیستم فیلتراسیون: برای تولید هوای خشک و تمیز بهمنظور افزایش کیفیت برش و جلوگیری از آسیب به هد لیزر.
– سیستم حرکتی CNC: محورهای حرکتی دستگاه (X، Y، Z) توسط موتورهای سروو یا استپر و کنترلر دقیق هدایت میشوند.
– نرمافزار کنترل (CAD/CAM): طراحی و برنامهریزی مسیر برش از طریق نرمافزارهای صنعتی مانند Lantek، CypCut و غیره.
– سیستم خنککاری: بهمنظور خنک کردن منبع لیزر و هد، از چیلرهای صنعتی استفاده میشود.
مزایا و معایب دستگاه برش لیزری با هوا
مزایا:
– کاهش هزینه مصرفی گاز نسبت به نیتروژن یا اکسیژن
– سرعت بالا در برش ورقهای نازک تا متوسط
– نیاز کمتر به پرداخت سطحی پس از برش
– دقت بالا در تولید قطعات پیچیده و دارای جزئیات
– کاهش آلودگی صوتی نسبت به برش مکانیکی یا پانچ
معایب:
– کیفیت پایینتر برش در لبهها نسبت به برش با نیتروژن (بهویژه در فولاد ضدزنگ)
– نیاز به سیستم فیلتر هوا با کیفیت بالا
– محدودیت در برش فلزات ضخیم (بیش از ۳ میلیمتر)
– حساسیت بالا نسبت به آلودگی نازل یا عدم تنظیم دقیق پارامترها
کاربرد دستگاه در تولید تابلوهای برق
در فرآیند تولید تابلوهای برق فلزی، از دستگاههای هوا برش لیزری در مراحل مختلفی استفاده میشود:
– برش پنلهای اصلی تابلو با ابعاد مشخص
– سوراخکاری دقیق برای نصب کلیدهای قطع و وصل، نمایشگرها و چراغهای سیگنال
– برش درب تابلو با حفرههای مخصوص قفل یا تهویه
– ساخت قطعات داخلی مانند صفحات نگهدارنده، براکتها و ریلهای نصب تجهیزات
این دستگاهها به تولیدکنندگان کمک میکنند تا محصولات خود را با دقت بالا، کیفیت یکنواخت و در زمان کوتاهتری تولید کنند.
نکات فنی در استفاده از دستگاه هوا برش لیزری
– برای کیفیت برش بهتر، استفاده از هوای کاملاً خشک و عاری از روغن ضروری است.
– توان مناسب برای تولید تابلوهای برق معمولاً بین ۱۰۰۰ تا ۲۰۰۰ وات است.
– سرعت و فشار هوا باید بر اساس نوع فلز، ضخامت و طرح برش بهدرستی تنظیم شود.
– نگهداری منظم دستگاه، تمیزکاری نازل و بررسی اپتیکها در فواصل زمانی مشخص الزامی است.
جمعبندی نهایی
دستگاههای هوا برش لیزری با توجه به مزایای بسیار زیاد از جمله سرعت بالا، دقت مناسب، کاهش هزینهها و کاربری آسان، به یکی از ابزارهای اصلی در صنعت تولید تابلوهای برق فلزی تبدیل شدهاند. این دستگاهها به تولیدکنندگان کمک میکنند تا در رقابت با بازار جهانی، محصولاتی با کیفیت و استانداردهای بینالمللی تولید نمایند. انتخاب صحیح دستگاه، بهرهبرداری اصولی و نگهداری دقیق، از جمله عواملی هستند که تأثیر بسزایی در موفقیت استفاده از این تکنولوژی دارند.